Bill, Rob has some help from his freiends. You know, John Deere and his possible cuzins'Originally Posted by Bill Simmeth



 Member
Member
Bill, Rob has some help from his freiends. You know, John Deere and his possible cuzins'
Had the dog not stopped to go to the bathroom, he would have caught the rabbit.
Member
Hey Dev, Two stage means that there is a base coat, which is the color coat. It dries to a flat finish and offers no protection. The second stage of the '2 stage' is a clearcoat which essentially covers the basecoat (color coat) and protects the color. A single stage paint means that the urethane resins and the color are combined, you have a tough durable finish and no clearcoat is needed for protection. IOW the process is a single step of just putting the color down.
Polyurethane means two or more different types of urethane resins are used. Polyurethane is extremely durable and as you said it is resistent to just about anything you can drop on it, as are today's urethanes. Remember the old lacquer paint on cars in the 60s,70 and into the 80s around the gas cap there would always be a yellow area where the gas ate into the lacquer finish? Or the sun would break down the finish? This is impossible with today's urethanes. Polyurethanes are these days used on "fleet" or industrial machinery John Deere, Caterpillar and the like. I am not saying that they are not good paints, or that they are not extremely tough, or shiny. They are all of that. It is that they lack the clarity and depth that an acrylic urethane does.
I know that this is not important for machinery, but I was just recommending something that I was familiar with, that I knew would work for Rob, and that would be relatively easy to spray. No offense intended. Regards, Bill
Member
O.K. So in the case of the original oliver machines, these painted with a special shade of green known as oliver teal. The actual paint is called Sherwin Williams Opex Laquer. Part # L61-XXG-5733-4331.
But what your saying is the two part finish has two distinct advantages. First it is extremely tuff and resistant to damage by sun exposure. Second it has a depth and clarity that a single stage will not give you.
So if your restoring vintage woodworking machines as much for the tool as the use of the tool, it may be worth consideration to go this route. Face it, guys who restore olivers are only looking at an excuse to do it. They may just as well be restoring vintage hot rods. It just happens that the thing munches wood and has no wheels. Given this side of reality, I think it may be worthwhile to get an oliver teal mixed in this new stuff. What was the name again.... Acrylic Urathane? I also gather from what you said that there are no mixtures of urathanes in this stuff. More of homogenous single urathane. Do I have it right here? Thanks.
Had the dog not stopped to go to the bathroom, he would have caught the rabbit.
John's cousin is a 1958 model Mobilift made by Minneapolis Moline - Otherwise known as Frankie the forklift.
Frankie's little brother is a 6000 lb Nissan. When they have a family reunion Uncle Excavator and cousin Articulated Loader usually stop by.
Grandma was an Insley Dragline but she is now in the Old Iron boneyard. We had to leave room for the corn and soybean families at the table.
Having said all of that, the saftey concerns are never out of place. All it takes is one hydraulic hose failure or hitting a bump with your COG too high and bad things happen. A 20 ton excavator can kill you..... and so can a 3300 lb. planer......and so can a 2000 lb. bale of hay.....Thanks for the reminder.
Rob
Here's my two cent's worth......wait a minute I'm the guy that asked the question.
Automotive paints are designed to lay out really smooth - and thin.
Industrial paints may have a bit more "build".
On occaision I have seen auto paint run away from a poorly preped area like the edge of a casting or a bolt head.
I used automotive Acrylic Enamel years ago on a tractor but it turned out to be brittle. To me, the single stage urethanes have greater film thickness. (?) I'll probably stay with that funky gold and since it is metallic, I'll probably go basecoat / clearcoat (two stage). I wonder if OEM paint is available from PM?
Epoxy primer is good under any paint if one can stand the price.
.02 Rob
Member
Rob, Basecoats are made to go on thin, as they are not meant to be the final layer of protection. The clearcoat is the protection. A single stage urethane is considerably thicker and is very durable. I would not go with a two stage on machinery. It adds cost and it is not necessary. You can make clears or single stage paints as thin as you want by reducing beyond manf. recommendations. Todays urethanes are not as brittle as the enamel that you have used. Fortunately things change for the better. Although this machine may take some abuse, I would venture to guess that it will not suffer the kind of abuse that a tractor would. If you want to repaint with the original color, take a piece of the machine to the PPG paint store and they should be able to scan it and come up with a mixing formula. Or you could just forget it and use the machineRegards, Bill
Member
Dev I am not a chemist but I will certainly try to answer your questions. Maybe we have a Dupont, PPG Chemist that is a member. I have only had a couple of college chem classes. Thanks, Bill
 Moderator
Moderator
Polyurethanes are, by them selves, very succeptable to UV and will break down quickly. Therefore, anything containing these resins must be specially formulated to avoid that...
--
The most expensive tool is the one you buy "cheaply" and often...
Member
Jim, sorry, I was referring to the automotive types of acrylic urethanes. Such as those on your hybrids. I would not advocate putting an interior poly on an exterior project that is exposed to the elements. Thanks, Bill
Member
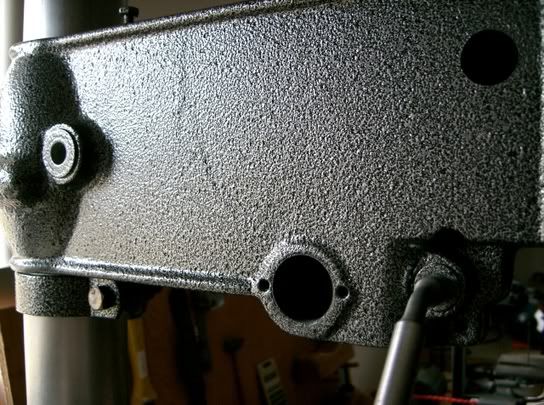
Dev here's a couple of shots to give you an idea how this turned out. I found this coating difficult to photograph, these don't really do it justice. As you can see the coverage on sandcasting is excellent. The second picture is a better indication of the surface texture, The head is not near rough as it appears in the photo.
This is tough stuff. I have not dings or chips. At the shop they have a counter finished with this very coating. It sees terribly rough service as large hunks of metal pass over it. I didn't see a scratch on it much less a chip.

Member
Frank,
See my reply to Dev for a couple of photos.
I'm not aware of any problems with curing on items of mass. As far as physically handling large items these guys do some huge items, think farm implements and such.
This shop has around 12 colors they consider standard. Best price is pick one and tag on to an existing run. Apparently clean up between color changes is lengthy.
Regards
 Member
Member
Rob:
A Minnie-Moe MobilLift? You suck! And here I was worrying about you dropping a 225 on your toe.")
Ed:
That's a gorgeous finish!
Bill Simmeth
Delaplane VA
[quote=Bill Simmeth]Rob:
A Minnie-Moe MobilLift? You suck! And here I was worrying about you dropping a 225 on your toe.
LOL
I now have to tell the "rest of the story". Why is the MM forklift named Frankie? In a previous life at a local feed store she was frequently operated by a rather foul smelling old gent named Frankie.
Nowdays, as a thinly disguised insult to the operator of the moment, they aquire the name of Frankie while onboard.
"Hey Frankie, put it over here!"
Rob
Contributor
Try the Hammerite paint available from the big box stores. I just painted a pre-owned Woodfast Lathe with the green paint from them, and it looks like a factory finish. It gives machines an industrial look and the simplicity of using spray cans. I even use it on homemade mobile bases.
Member
Doug,
Looks like a good deal to me for that finish!
Ed,
Do I see that the silver veining is raised above the surface of the black background? Is this why the powder coat is scratch resistant?
Looks great! Please tell me more.
Since industrial powder coating is usually a three stage etch/wash/rinse, drying/pre-heating oven, electrostatic deposition of dry powder, ~1 hour of curing in 400° oven, then cooling, these people did a great job for you if they did the plugging and masking too. Any water not dried or drained from the part will boil or bleed out during the curing cycle and spoil the finish. Because the powder is electrostatically deposited areas that you do not want powder coated must be covered or machined afterwards. $150 is good for a one-off part.
Now I see that my concern about mass of part was unfounded; the mass really only contributes to cooling time before part can be handled.
Thanks,
Frank
Last edited by Frank Chaffee; 01-17-2006 at 5:41 PM.
 Posting Permissions
Posting Permissions


 Reply With Quote
Reply With Quote