Big Saw Joe and 3" Dave and many others have been helping me learn about sliding saws.
What I need help with as well is sliding shapers. So combo guys and big shaper guys weigh in with pictures please - any kind of sliding table or other awesome shaper setups I want to see.
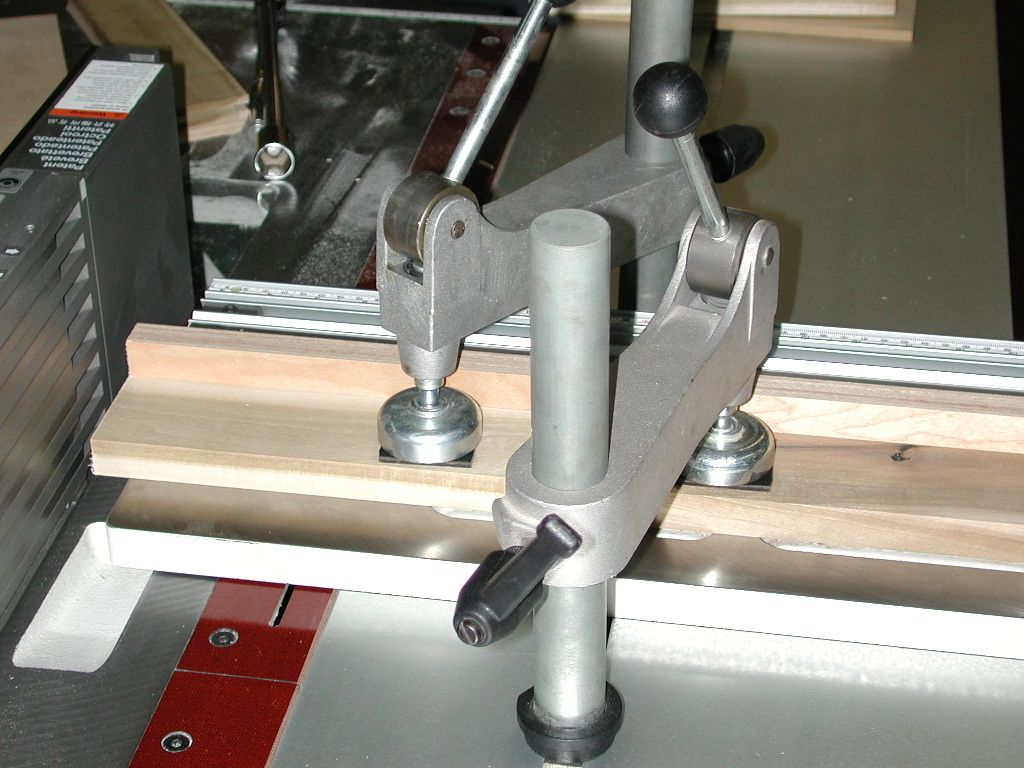
I have a T1002S. It has a 1' thick big tenoning plate with fence and another seperate T fence that is like the hammer fence in style. They have stops D and spring loaded stops as well.
Both have posts for eccentric clamps which I use. I sometimes worry about wood movement though.
I also have a 4 wheel 1hp feeder mounted.
My main fence is Lagunas model that has bars similar to an Aigner. It has positional mounting but not tilt away.
I also have the tenoning hood.
I am looking for ides on how you mount wood to your slider, how you hold it down and in place etc. Any advice on how to get more out of my slider? Many time I am using it like a traditional shaper with a feeder.
Any pictures of jigs or methods??
Mikie

 Reply With Quote
Reply With Quote