Michael
You are correct. It is called pulse width modulation (PWM).



 Moderator
Moderator
Michael
You are correct. It is called pulse width modulation (PWM).
Mike Null
St. Louis Laser, Inc.
Trotec Speedy 300, 80 watt
Gravograph IS400
Woodworking shop CLTT and Laser Sublimation
Dye Sublimation
CorelDraw X5, X7
Friend of The Creek
Thanks Mike
Rodney -
Because Jeff's method is much more gentle, I suspect that he is getting varying shades of grey (brown) ***without*** the "3D" effect that the rest of us get.
(The "3D" effect being that the darker areas have (more) material removed so that the whole surface undulates).
If this is the case - perhaps Jeff could confirm yes or no -, then for some images and graphics his method might have real advantages.
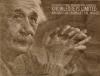
Below is a graphic which *does* work in "3D" (although this one was dithered).
Others I have tried have failed because small dark objects come out as holes in the picture and just looked silly.
This was an early trial on BB. The finished item was a little larger and on cherry. The recipient - a stamp dealer - was delighted with his birthday present.
Last edited by Michael Hunter; 05-21-2013 at 5:38 PM.
 Member
Member

I recon if you did 3d on our lasers with a teeny variance in power , IE set your max power to 1-2% (lets say 1/2w) and let it do the shades in a range from 0 power to 1-2% one could get the same effect.
The thing is , that the laser is then just burning due to a weak amount of energy being transferred to the substrate , as you say , a pyrographic effect ..
Not really the "right" way the laser should be working , the beam should never "burn" anything , it should zap the substrate with a big jolt , thermally shock and vaporise stuff ...
The value of doing greyscale with a dithered picture is that one can optimise the graphic based on the spot size, substrate and what resolution it can hold and not have to worry about how it will react to variances in power , you set a single power level whose effect on the substrate is is known.
Just about all output we see , computer screen , printing , photos whatever uses some dot format or other
It should actually not be too difficult to mount the diode on a printer instead of the print head and convert the paper feed to a feed table and perhaps get some quite high processing speeds... I used to have a flatbed printer configured this way , based on an Epsom 1290
Big problem with full on 3d on our lasers is the dross and ridges formed on the surface of the engraving as well as not really being able to precisely control the depth.. I have used mine a few times , but find it relatively useless as a commercial process.
Rodney Gold, Toker Bros trophies, Cape Town , South Africa :
Roland 2300 rotary . 3 x ISEL's ..1m x 500mm CnC .
Tekcel 1200x2400 router , 900 x 600 60w Shenui laser , 1200 x 800 80w Reci tube Shenhui Laser
6 x longtai lasers 400x600 60w , 1 x longtai 20w fiber
2x Gravo manual engravers , Roland 540 large format printer/cutter. CLTT setup
1600mm hot and cold laminator , 3x Dopag resin dispensers , sandblasting setup, acid etcher
 [OP]
Member
[OP]
Member
Michael,
That came out very nice. To answer your question, no there is no material being removed, but we have experimented with something similar to your 3D laser engraving. We routed an engraving with a spindle on one machine based on the shades and then moved it to the other machine to laser the shades on to it. It was tricky going from one machine to the other and get it to line up precisely. It did not come out the greatest, but here is the results. On our new build we will be able to do the engraving with the spindle and then remove it, slip the laser into the same spindle mount and then paint the shades onto it afterwards giving it the 3D shading effect.
Last edited by Jeff Woodcock; 05-22-2013 at 10:26 AM.
40 Years exp. Master Machinist
The information I received here was of absolutely no value, so I will not be a contributor any longer!!
Re-worked/Re-designed/Modified Servo K2CNC KG-3925
Mini 445nm Laser Diode Engraver
Kubotek KeyCreator/KeyMachinist Ver. 12.0 2D/3D CAD/CAM
Picengrave Pro 4 + Laser Ver. 4.2.6
PicLaser3D V1.0.0-3925 and the Mini Laser Engraver
Yeah, you knew I'd step in eventuallyOriginally Posted by Michael Hunter

An "ideal" PWM waveform is a series of rectangular pulses. Due to ionization time, etc. with the laser cartridge, each pulse is no longer rectangular... it's more rounded with a trailing edge as each RF pulse pumps up the energy reserves and the gas ionization releases. That's a very vague description and not overly relevant. What's really relevant is how those pulses are applied. Even at low power settings, the actual pulses are nearly full power from the cartridge's standpoint. But, the pulse is so short, the amount of time to do "damage" to the substrate is minimal. As the power setting is increased, more of those full-power pulses are left to dwell on the same spot, locally heating the area and removing/destroying material. RF tubes have very fine controls because of this. There is an issue where too high of cartridge power will completely vaporize material rather than degrade it (i.e., turn it shades of brown), but at the power levels we're typically talking about that's a non-starter (I mention it solely for completeness).
To be specific, an RF tube is likely the best tool for this job, but since it wasn't designed with this job in mind, the user controls aren't typically at the level necessary to do it. With ULS, they give you 16 levels to play with and, as Rodney said, 256 with GCC. I'm happy to see people like Jeff playing with ideas and looking outside the box for solutions, but so far I haven't seen anything novel or anything that is not already being done with just as high a quality as what has been presented.
Hi-Tec Designs, LLC -- Owner (and self-proclaimed LED guru
Trotec 80W Speedy 300 laser w/everything
CAMaster Stinger CNC (25" x 36" x 5")
USCutter 24" LaserPoint Vinyl Cutter
Jet JWBS-18QT-3 18", 3HP bandsaw
Robust Beauty 25"x52" wood lathe w/everything
Jet BD-920W 9"x20" metal lathe
Delta 18-900L 18" drill press
Flame Polisher (ooooh, FIRE!)
Freeware: InkScape, Paint.NET, DoubleCAD XT
Paidware: Wacom Intuos4 (Large), CorelDRAW X5
 Moderator
Moderator
Very interesting results Jeff. Like others, I'm not sure I understand what you are trying to do. I did take the speed and power down to almost nothing and started to get the same type results, although it might be burning it a couple of thousandths in the deepest places. My question would be how long it takes to run. You mention it's nothing more than a hobby, which is great, but what's the run time? Are we talking 1 hour to do 12" x 24", 2 hours? 4 hours?
Lasers : Trotec Speedy 300 75W, Trotec Speedy 300 80W, Galvo Fiber Laser 20W
Printers : Mimaki UJF-6042 UV Flatbed Printer , HP Designjet L26500 61" Wide Format Latex Printer, Summa S140-T 48" Vinyl Plotter
Router : ShopBot 48" x 96" CNC Router Rotary Engravers : (2) Xenetech XOT 16 x 25 Rotary Engravers
Real name Steve but that name was taken on the forum. Used Middle name. Call me Steve or Scott, doesn't matter.
[OP]
Member
Hi Scott,
What I'm trying to do is laser engrave 8bit shades without pulsing my laser with millions of dots. It does take a long time for this process, only because of my low power laser diode I'm using. A 9"X7" engraving takes about 3-3.5 hours on Birch Ply depending on the feedrate I run at. I'm estimating with my new laser diode build to cut that time down to around a hour. This being a hobby, not a business, there is no reason for me to purchase a very expensive CO2 with 3D engraving capabilities with 256 power levels to experiment with to get this type of 8bit shading. I probably should have started this thread in the CNC section instead. I seen engraving and posted here because I thought someone would be interested in what I was doing by lasering shades of grey with varying the power of my LD instead.
Hi Dan,
I was thinking that a comparison of quality and shading may be in order. Choose a high resolution photograph, any one online and post a link to it here. You engrave it on the same substrate (Birch Plywood) as I use with your laser machine and process. I'm only specifying that material to be fair so we will compare apples to apples. I will engrave it also with my low power laser diode using analog modulation. Grant you will be finished with yours allot quicker, but that is besides the point for a comparison. Let's say an engraving around 9"X7" in size. You edit/process the photo anyway you need to before engraving and I will do the same. The reason for that size, my plywood is already cut 10"X8". I'm not seeing what you are seeing, because you have not posted any of your dithered laser engravings for me to compare with.
Last edited by Jeff Woodcock; 05-22-2013 at 8:48 AM.
40 Years exp. Master Machinist
The information I received here was of absolutely no value, so I will not be a contributor any longer!!
Re-worked/Re-designed/Modified Servo K2CNC KG-3925
Mini 445nm Laser Diode Engraver
Kubotek KeyCreator/KeyMachinist Ver. 12.0 2D/3D CAD/CAM
Picengrave Pro 4 + Laser Ver. 4.2.6
PicLaser3D V1.0.0
 Contributor
Contributor
A simpler (and significantly less subjective) test would be to 'print' an 8x8 grid of 1/2" squares (4"x4" total) covering the 256 shades of gray. This will allow us to see whether those shades can actually be resolved, which I believe is the whole point of this exercise. (Hint: baltic birch is probably one of the worst choices for this test. We need something that starts out a solid uniform color, preferably black or white.)
Yoga class makes me feel like a total stud, mostly because I'm about as flexible as a 2x4.
"Design"? Possibly. "Intelligent"? Sure doesn't look like it from this angle.
We used to be hunter gatherers. Now we're shopper borrowers.
The three most important words in the English language: "Front Towards Enemy".
The world makes a lot more sense when you remember that Butthead was the smart one.
You can never be too rich, too thin, or have too much ammo.
Moderator
I can't figure out how you'd do 256 shades of gray with a spot size that's .006" or .010" or whatever. Seems the overburn from the next coordinate over would cause problems. But I don't understand about 95% of what's said in this thread anyway
Lasers : Trotec Speedy 300 75W, Trotec Speedy 300 80W, Galvo Fiber Laser 20W
Printers : Mimaki UJF-6042 UV Flatbed Printer , HP Designjet L26500 61" Wide Format Latex Printer, Summa S140-T 48" Vinyl Plotter
Router : ShopBot 48" x 96" CNC Router Rotary Engravers : (2) Xenetech XOT 16 x 25 Rotary Engravers
Real name Steve but that name was taken on the forum. Used Middle name. Call me Steve or Scott, doesn't matter.
Member
His laser fires continuously and varies power when doing raster type work so he doesn't have a spot size issue as his output is like a solid line with varying degrees of burn (when doing the next line of engraving however , it would have to have a step over of the same width of that line , otherwise the lines would overlap)
Our lasers do this
.................................................. ....
.................................................. ....
His does this
_________________________________
_________________________________
Last edited by Rodne Gold; 05-22-2013 at 11:19 AM.
Rodney Gold, Toker Bros trophies, Cape Town , South Africa :
Roland 2300 rotary . 3 x ISEL's ..1m x 500mm CnC .
Tekcel 1200x2400 router , 900 x 600 60w Shenui laser , 1200 x 800 80w Reci tube Shenhui Laser
6 x longtai lasers 400x600 60w , 1 x longtai 20w fiber
2x Gravo manual engravers , Roland 540 large format printer/cutter. CLTT setup
1600mm hot and cold laminator , 3x Dopag resin dispensers , sandblasting setup, acid etcher
Moderator
But it has to have a beam diameter. The change in power would impact they are before and after the burn spot if the increments of power variation were less than the beam diameter. I would suspect a super small beam diameter would yield the ultimate quality. Or either I still don't understand it at all
Lasers : Trotec Speedy 300 75W, Trotec Speedy 300 80W, Galvo Fiber Laser 20W
Printers : Mimaki UJF-6042 UV Flatbed Printer , HP Designjet L26500 61" Wide Format Latex Printer, Summa S140-T 48" Vinyl Plotter
Router : ShopBot 48" x 96" CNC Router Rotary Engravers : (2) Xenetech XOT 16 x 25 Rotary Engravers
Real name Steve but that name was taken on the forum. Used Middle name. Call me Steve or Scott, doesn't matter.
[OP]
Member
I able to focus my beam down to .007" and most the time use a .008" step over. How I was able to measure this was to scan the engraving and brought the image into my cad program, made sure it was to scale, zoomed in and measured the burn line. It was a constant .007" width throughout the different shades. There was a .001" line not burned between them which is not noticeable when looking at the engraving from a short distance. The software I use when setting the step over distance which is called Pixel Resolution in the program, will also step over that same amount in the same line it's burning also in the gcode it creates. With that being said, the power level will change every .008" if the pixel resolution is set for that amount, unless the original image shading did not change in that short of distance.
Last edited by Jeff Woodcock; 05-22-2013 at 11:58 AM.
40 Years exp. Master Machinist
The information I received here was of absolutely no value, so I will not be a contributor any longer!!
Re-worked/Re-designed/Modified Servo K2CNC KG-3925
Mini 445nm Laser Diode Engraver
Kubotek KeyCreator/KeyMachinist Ver. 12.0 2D/3D CAD/CAM
Picengrave Pro 4 + Laser Ver. 4.2.6
PicLaser3D V1.0.0
Moderator
Okay, now you've gone and really confused meIf you are physically moving the beam over every .008" of an inch, you are, in fact, dithering the image, are you not? Mechanically, not software dithering.
Lasers : Trotec Speedy 300 75W, Trotec Speedy 300 80W, Galvo Fiber Laser 20W
Printers : Mimaki UJF-6042 UV Flatbed Printer , HP Designjet L26500 61" Wide Format Latex Printer, Summa S140-T 48" Vinyl Plotter
Router : ShopBot 48" x 96" CNC Router Rotary Engravers : (2) Xenetech XOT 16 x 25 Rotary Engravers
Real name Steve but that name was taken on the forum. Used Middle name. Call me Steve or Scott, doesn't matter.
[OP]
Member
No, the laser never turns off like dithering a black and white image and pulsing the laser on and off. Even with white, the laser is still on and the power is just below when it starts to burn the plywood. There are never any dots in my analog modulated laser engravings. Also since my encoder has 10-bit resolution, the power level changed in that short of distance will be theoretically more then the gcode makes it change.
Last edited by Jeff Woodcock; 05-22-2013 at 2:20 PM.
40 Years exp. Master Machinist
The information I received here was of absolutely no value, so I will not be a contributor any longer!!
Re-worked/Re-designed/Modified Servo K2CNC KG-3925
Mini 445nm Laser Diode Engraver
Kubotek KeyCreator/KeyMachinist Ver. 12.0 2D/3D CAD/CAM
Picengrave Pro 4 + Laser Ver. 4.2.6
PicLaser3D V1.0.0
Member
Hello group,
I am a friend of Jeff's, and at his urging have recently joined this forum and have been monitoring this thread. Like Jeff, I also have a laser diode machine and am working hard to catch up to his expertise level. I have considered acquiring a CO2 machine, but, being retired, the expense is hard to justify for hobby usage (i.e. I haven't convinced the wife yet
This has been a most interesting thread, and I am looking forward to learning much from you old timers about the operation and setup of the big machines. Thank you all for your acceptance and hospitality.
John
 Posting Permissions
Posting Permissions

 Reply With Quote
Reply With Quote